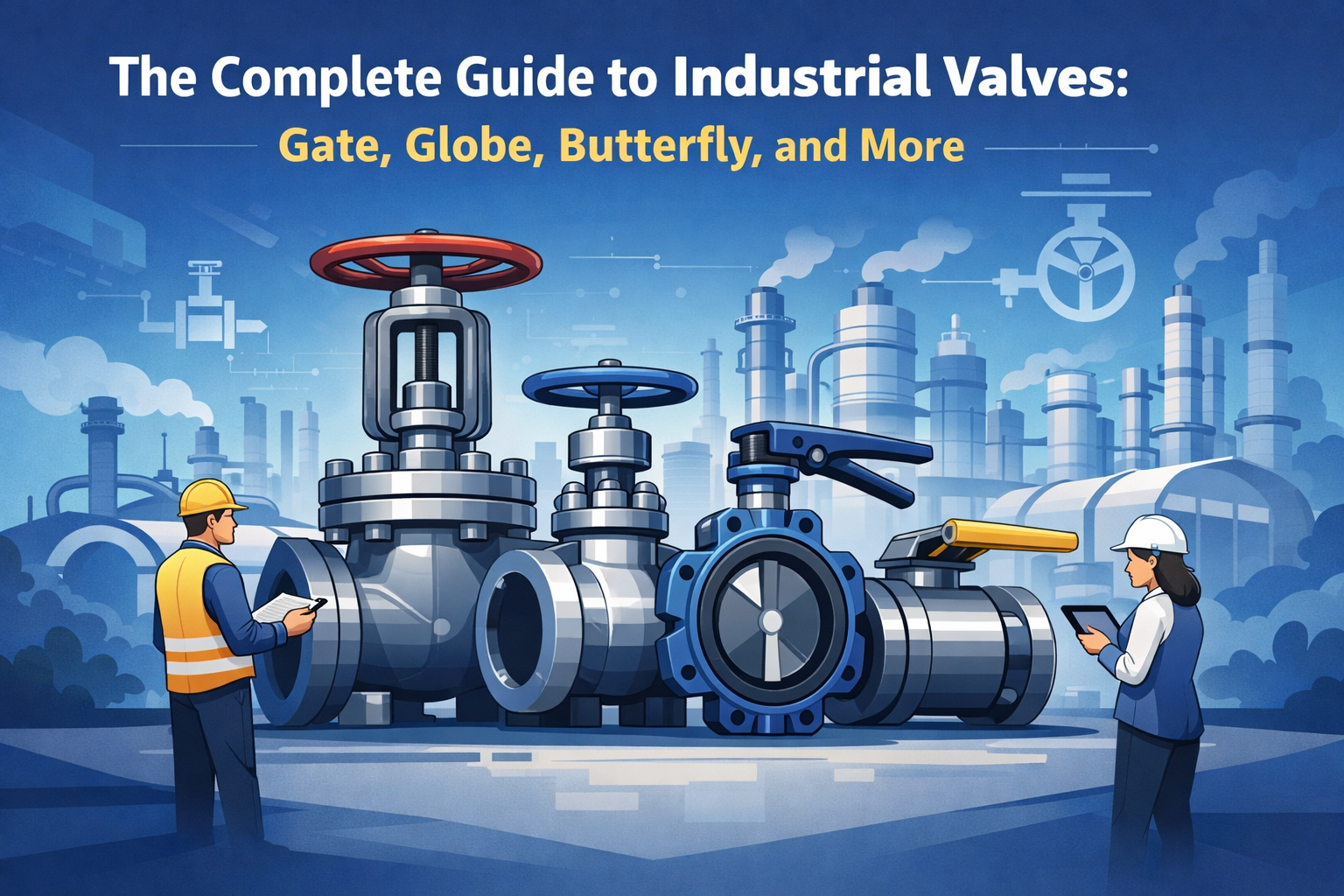
The Complete Guide to Industrial Valves: Gate, Globe, Butterfly, and Beyond
19 December, 2025 | Admin
Introduction
In industrial operations, valves are a vital component that controls, regulates, and guides the flow of liquids and gases through pipelines. From power generation facilities to chemical refineries and water treatment plants, these mechanical valves provide safe, efficient, and continuous fluid handling. At Hydranex Global LLP, we produce and export a wide variety of industrial valves that merge dependability, precision engineering, and high-quality materials — earning us a name to rely on in flow-control solutions globally.
Gate Valves – For Full, Unrestricted Flow
Gate valves are one of the most widely utilized industrial valves. They are made for on-off applications and have minimal pressure loss when open. Due to their straightforward mechanism that consists of a sliding gate that goes up and down, perpendicular to flow, gate valves are best suited for complete shut-off applications. Hydranex gate valves are designed using carbon steel, stainless steel, and bronze materials, which provide strength and corrosion resistance. They find application in oil & gas pipelines, water supply systems, and power plants, where leak-free sealing is of utmost importance.
Globe Valves – For Precise Flow Control
Where precise regulation is called for, globe valves come out top. The spherical body and plug mechanism enable well-defined throttling, which allows operators to adjust flow rates finely. The globe valve finds excellent application in steam lines, cooling systems, and chemical processing plants, where control and consistency are essential. Globe valves at Hydranex are subject to rigorous testing against international standards to ensure durability and performance even under high-pressure conditions.

Butterfly Valves – Lightweight and Economical
Butterfly valves strike a perfect balance between cost, compactness, and efficacy. Their disc type design turns within the flow path, which is particularly useful for large-diameter pipes in situations where space and weight are overriding concerns. Hydranex butterfly valves are constructed with high-performance elastomer seats and heavy-duty stems and are ideal for use in HVAC systems, water treatment facilities, and shipping applications. They have low-torque operation and are simple to automate, and these features make them a popular selection for energy-efficient industries.
Ball Valves – Fast Shut-Off and Low Maintenance
For fast operation and tight closure, ball valves have no equal. With a rotary ball that contains a bore centrally, they facilitate fast quarter-turn operation — providing instant fluid flow control. Ball valves are used extensively in chemical, petrochemical, and refinery operations where zero leakage is essential. Our ball valves have precision engineering, high-pressure endurance, and anti-static construction, allowing safe operation even in unstable environments.
Check Valves and Strainers – Assisting Flow Safety
Accompanying our core valve portfolio are check valves (for preventing backflow) and strainers (for eliminating trash before it passes into delicate systems). Both products lengthen the life of pipes and pumping equipment by providing clean and directional flow. Hydranex's designs meet international export standards, providing long-term value and dependable operation.

Conclusion
No matter if you require gate, globe, butterfly, or ball valves, Hydranex Global LLP provides engineering accuracy, quality control, and export-ready solutions for all industrial requirements. Our valves are designed to perform under hostile environments — reflecting our promise of "Enduring Quality and Trust." Discover our complete variety of industrial valves and pumping solutions to discover the ideal fit for your application and performance needs
Related Posts
Read more posts
Explore our related posts section and discover additional articles, insights, and resources.